製品情報
ポリブチレンナフタレート(PBN)樹脂
概要・特長

ポリブチレンナフタレート(PBN)樹脂は、ナフタレンジカルボン酸(NDC)と1,4-ブタンジオールの重縮合でできる結晶性樹脂で、帝人独自の技術で開発したポリエステル系エンジニアリングプラスチックです。
帝人のPBN樹脂はNDC由来のナフタレン骨格を有するため、摺動性、耐薬品性に優れ、また、ガスおよび水蒸気バリア性に優れるというユニークな特長を持っています。
特長
NDC由来のナフタレン骨格を有するため、以下に示すユニークな特長を持っています。
- 1.摺動性に優れる
- 2.低溶出性
- 3.耐薬品性に優れる
- 4.ガスおよび水蒸気バリア性が良い
- 5.結晶化速度が速い
グレード一覧
一般物性
| 特性 | 単位 | 測定方法 | 測定条件 | PBN | PBT |
|---|---|---|---|---|---|
| 比重 | g/cm3 | ASTM D792 | - | 1.31 | 1.31 |
| 成形収縮 (1.5mm) |
% | 自社法 | 流れ方向 | 1.16 | 1.67 |
| 直角方向 | 1.26 | 1.67 | |||
| 引張強度(最大) | MPa | ASTM D638 | - | 65 | 52 |
| 引張伸度(最大) | % | ASTM D638 | - | 87 | >200 |
| 曲げ弾性率 | MPa | ASTM D790 | - | 1,920 | 2,550 |
| 衝撃強度 (1/8インチ) |
J/m | ASTM D256 | ノッチ付 | 34 | 34 |
| ノッチ無 | NB | NB | |||
| 表面硬度 | - | ASTM D785 | ロックウェル | M102 | M75 |
| 融点 | ℃ | DSC法 | - | 243 | 225 |
| ガラス転移点 | ℃ | DSC法 | - | 78 | 22 |
| 熱変形温度 | ℃ | ASTM D648 | 荷重:1.82MPa | 77 | 58 |
- *上記値は標準試験方法による代表的な数値であり、特定の用途での性能を保証するものではありません。
また内容は予告なく変更することがあります。
技術情報
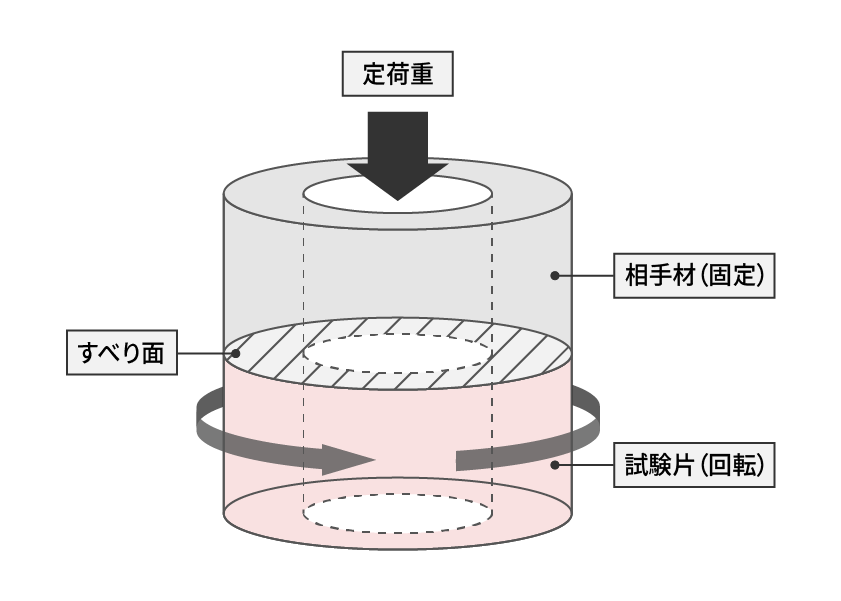
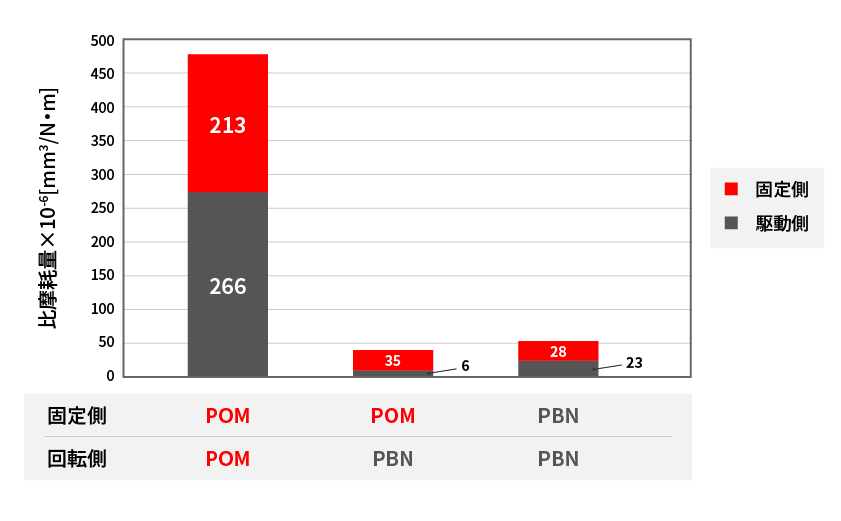
摺動性
滑り摩耗試験
【方式】リング・オブ・リング
【条件】面圧:0.1 MPa、速度:150 mm/s
滑り距離:900 m
耐薬品性
| 薬品種類 | PBN | PPS | PEEK | PES | PET | PBT |
|---|---|---|---|---|---|---|
| エチレンジアミン | A | A | A | D | D | D |
| エタノール | A | A | A | A | A | A |
| 酢酸エチル | A | A | A | B | B | B |
| トルエン | A | A | A | A | A | B |
| アセトン | A | A | A | D | C | B |
| キシレン | A | A | A | A | A | A |
| 薬品種類 | PBN | PPS | PEEK | PES | PET | PBT |
|---|---|---|---|---|---|---|
| アンモニア水 28% | A | A | A | A | D | A |
| 水酸化Na 10% | A | A | A | A | B | A |
| 水酸化Na 30% | A | A | A | A | B | B |
| 薬品種類 | PBN | PPS | PEEK | PES | PET | PBT |
|---|---|---|---|---|---|---|
| ギ酸 | A | A | A | B | C | C |
| 酢酸 | A | A | A | A | B | B |
| 濃硝酸 | D | D | D | D | D | D |
| 濃塩酸 | A | A | A | B | B | B |
| 薬品種類 | PBN | PPS | PEEK | PES | PET | PBT |
|---|---|---|---|---|---|---|
| 過酸化水素 30% | A | A | A | A | A | A |
| 次亜塩素酸Na | A | A | A | A | A | A |
| 塩化Na飽和水溶液 | A | A | A | A | A | A |
- A
- 変化なし(重量変化1%以下、引張破断強度保持率95%以上、外観変化なし)
- B
- 若干の変化有り(重量変化率1%~10%、引張破断強度保持率95~70%、外観変化)
- C
- 変化大(重量変化 10%以上、引張強度保持率70%以下、外観変化大)
- D
- 溶解
PBN樹脂の成形について
1.成形装置
通常の射出成形機、金型で成形可能です。押出、切削加工も可能です。
2.成形操作
- (1)予備乾燥
成形の前にペレットの乾燥を必ず実施してください。
最適乾燥条件は、140℃で3~5時間です。(除湿乾燥機使用) - (2)成形条件
成形条件は、個々の製品にあったものが必要であるため、詳細はそれぞれの製品について設定をお願いします。
- ①樹脂温度
270℃~300℃で成形可能です。好ましくは275℃~295℃で成形をお願いします。
- ②射出成形
通常600~1200kg/cm2の範囲で射出成形できます。しかし残留応力やバリの発生を避ける為、1000kg/cm2以下で射出成形できるよう、他の条件を調整してください。
- ③射出速度
中速~高速が適しています。
- ④金型温度
90℃から120℃の金型温度で良好な成形品が得られます。
- ①樹脂温度